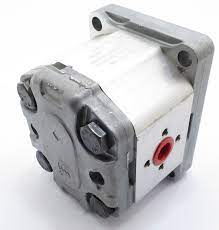
Benefits of Vickers VH01 vane pumps
Vickers VH01 vane pumps are designed to provide a high level of performance and reliability in a wide range of applications. Vickers has been designing and manufacturing vane pumps for over 150 years and has gained an excellent reputation for pump design, manufacture and service.
Vickers VH01 vane pumps have been designed to offer a number of benefits including:
The Vickers VH01 vane pumps combines pressure, flow and high power.
Vane pumps are designed to handle a wide range of applications with different fluids, from water to oil-based chemicals and fuels. The Vickers VH01’s are ideal for pumping air, oil or other liquids at high pressures.
Vane pumps have the ability to handle high viscosity fluids without any problem because they use vanes that are made from a combination of plastic and rubber. These materials allow them to move through viscous fluids without any problem. They also have an excellent wear resistance which means that they can handle abrasive materials like sand without wearing out prematurely.
The Vickers VH01’s are available in many different sizes ranging from 0.1 kW – 500 kW in both horizontal and vertical configurations. They can be installed on either the right side or left side of the pipe line so they can easily fit into almost any application where you need to pump high viscosity materials at high pressures and flows.

It is a non-pulsating pump and offers consistent performance.
Vickers VH01 vane pumps are designed to provide a high flow rate, while maintaining low pressure. It is a non-pulsating pump and offers consistent performance. VH01 series is designed with 2/3 or 3/4 shafts and can be used in reciprocating, centrifugal, or rotary applications.
The VH01 series is available in single or double suction configurations and with a variety of pressure options. The VH01 can be configured for vertical or horizontal mounting. The unit has 1/4″ NPT ports for attaching pipe fittings and accessories.
The VH01 has a maximum flow rate of 30 GPM (12 m3/h) at 50 PSI (3 bar). The maximum head depends on the operating pressure and type of pump as well as any losses incurred from piping, valves, etc…
It can perform efficiently even under challenging and harsh conditions.
Vickers VH01 vane pumps are high pressure positive displacement rotary lobe type pumps, developed for maximum efficiency. The design of these pumps allows them to operate at speeds up to 1400 rpm with a variety of fluids including water, oils, chemicals and slurries. Their compact design makes them ideal for use in machinery, marine applications and wherever space is limited.
The VH01 vane pump has an extremely low noise level and is lightweight (1.5 kg). Its small size makes it easy to install, maintain and repair in any location – even in confined spaces or where access is difficult. It is also easy to maintain due to its simple mechanical construction which requires no additional lubrication or maintenance fluid apart from the fluid being pumped (up to 100% duty cycle).
It is considered to be one of the best vane pumps available in the market.
It is considered to be one of the best vane pumps available in the market. It is used in applications such as: water supply, oil & gas, chemical and process industries.
The VH01 is a high pressure, high efficiency, single stage turbine pump with a cast iron impeller mounted on an aluminium alloy shaft. The impeller is designed with a double helical design which is used to increase its life expectancy and performance without compromising on efficiency. The bearings are made from bronze for longer life span and resistance to corrosion.
It is a reliable product that can also be repaired easily.
Vickers VH01 vane pumps are a reliable product that can also be repaired easily. They are ideal for any application where high pressure and flow rate is required.
They are made using the best quality materials, which makes them durable and long lasting products. They are available in different configurations and sizes to suit your needs.
The pumps can be used for water, air or liquid service applications. They come with double suction designs, which provide optimum performance and high efficiency rate. The double suction design ensures that there is no leakage of liquid during operation of the pump. This increases the life span of the pump significantly. It also reduces overall maintenance cost by reducing repair costs by up to 90%.
It offers a precise control over oil flow and pressure.
The Vickers VH01 vane pumps is a reliable, high-quality pump that offers a precise control over oil flow and pressure. It comes in a compact design and is highly versatile. The pump can be used for various industrial applications, such as for lubrication, cooling, ventilation and hydraulics.
The Vickers VH01 vane pump is designed to offer superior performance with minimal maintenance requirements. It has been built using rugged materials, which make it highly durable. The unit also comes with a high-pressure seal that ensures leak-free operation even at high pressures.
The Vickers VH01 vane pump provides steady pumping action, which can be adjusted by varying the gear ratio on the gearbox. This helps in increasing or decreasing the flow rate of oil being pumped through the system. This makes it ideal for use in applications where there are sudden changes in pressure or volume of oil being pumped through the system.

The Vickers VH01 offers an excellent combination of functions, features and reliability.
The Vickers VH01 is a vertical, double suction, vane pump with a maximum pressure of 18 bar (300 psi) at the outlet. It is available in sizes from 1/2″ to 6″ (DN15 – DN150). The pump features a compact design, high efficiency, low noise level and proven reliability. The Vickers VH01 is suitable for applications such as hydraulic power units, oil mist collectors and air compressors.
The double suction design provides efficient pumping action with low pressure losses due to the large diameter pumping tube. This helps ensure optimum performance and long life in demanding applications such as oil mist collectors or air compressors.
The compact body design allows installation in tight places where space may be limited or restricted by other equipment. This ensures easy access for maintenance or repair work on the pump itself without having to remove any other components from their positions first.
The Vickers VH01 pumps are designed to maximize efficiency with minimal maintenance bills.
The Vickers VH01 is a high performance, multi-stage oil free pump that is widely used in water treatment and other industrial applications where water must be pumped from one location to another.
The Vickers VH01 can pump water directly from wells or reservoirs through long discharge lines to elevated tanks or filter systems. It can also be used for pumping clean water from the surface of reservoirs or lakes into storage tanks for domestic use or irrigation purposes.
With the special features of Vickers VH01 van pump like micro-adjustable clearance and different applications, can keep this product from become the best choice for your vane pump.