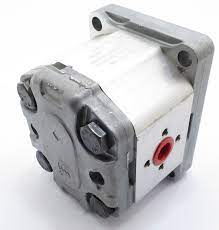
What are Vickers VH02 vane pumps?
VH02 vane pumps are a type of rotary positive displacement pump. A typical application for this type of pump is the pumping of liquids, slurries and gases. The VH02 series pumps have a self-priming capability up to 4 bar. They are suitable for use in many applications including chemical, food and beverage industries.
VH02 pumps are available with a variety of materials including stainless steel and PTFE for corrosion resistance in aggressive chemicals such as acids and bases. The pump casing is manufactured from ductile iron or cast iron which makes them suitable for use in high pressure applications up to 250 bar (3500 psi).
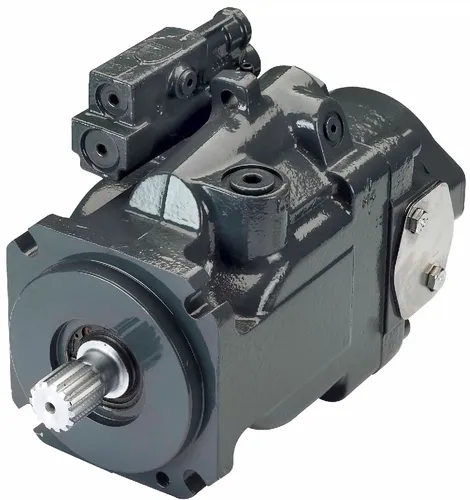
Vickers VH02 vane pumps are a series of hydraulic vane pumps manufactured by Eaton for use in industrial applications.
Vickers VH02 vane pumps are a series of hydraulic vane pumps manufactured by Eaton for use in industrial applications. The Vickers VH02 is a compact, high-power, single-stage vane pump that provides efficient and reliable operation in low-flow and high-pressure applications. The Vickers VH02 features stainless steel construction for corrosion resistance and durability.
The double-volute rotors consist of hardened steel alloy vanes mounted on a cast iron rotor disc. A double volute design allows the vanes to conform to the shape of the shaft while providing maximum pumping efficiency. The rotors are supported by self-lubricating ball bearings with prelubrication at assembly. This eliminates the need for grease or oil seals, which eliminates leakage and reduces maintenance costs over the life of the pump.
The Vickers VH02 is available with a variety of discharge options including remote discharge or direct discharge configurations along with hydraulic motors or electric motors as drive options.

This series of vane pumps have been designed to work in the most demanding environments, and have a wide range of design variations to suit these demands.
The VH02 is a high pressure type vane pump. It is used in water supply systems and industrial applications where large flows are required.
The VH02 is available in a variety of sizes ranging from 1/3HP to 5HP. The models are suitable for pressures up to 250 bar, but can be adapted for higher pressures by using larger impellers or shaft extensions.
The VH02 has an internal relief piston which allows air to be expelled from the system before starting up again with no risk of leakage at any time during operation. This feature is especially important when dealing with contaminated fluids such as waste water or oil contaminated water where there may be particles suspended in the liquid which would otherwise block or damage the suction strainer if allowed into the suction eyelet when starting up again after stopping for any reason during normal service life
There are three ranges within the VH02 range, each of which has different options for shaft type and speed.
The VH02 series is a compact, high-pressure vane pump with an external rotor design, providing high performance with low levels of vibration and noise. The VH02 series features a single stage, positive displacement volute and a compact design which makes it suitable for applications requiring low levels of noise and vibration. The pump is available with a choice of shaft options including stainless steel or carbon steel with speeds up to 12,000 rpm.
The standard option is the VH02-1B2-M0-A2 model which has been designed for use with mineral oil as its lubricant (whereas other models can be used with water).
The variable displacement pumps can be used for simple open or closed circuits as well as infinitely variable systems.
The Vickers VH02 vane pump uses a double acting cylinder and a single stage displacement metering valve to produce accurate discharge flow rates without the need for any external control devices. The unit is normally mounted directly on the liquid being pumped and can be used in a wide range of applications including chemical plants, power plants, water treatment plants, food processing facilities and many more.
The VH02 series can pump liquids at pressures up to 15 bar (200 psi) with flows up to 1,000 LPM (3GPM). In addition they are suitable for temperatures ranging from -10°C to 40°C (-4°F to 104°F).
Each pump is tested using computerized test stands, which simulate real life conditions and load testing, and subject to comprehensive quality checks before leaving the factory.
The VH02 series of vane pumps are a high efficiency, high pressure centrifugal pump for applications where submersible use is necessary. The pump is available in both vertical and horizontal mounting configurations for use in a variety of pumping applications including chemical processing, water treatment, wastewater treatment and food processing.
The VH02 pumps can be used with either a wet end or dry end configuration depending on your application requirements. Each pump is available in four different sizes (1/2” through 4”) with impeller diameters ranging from 4.5″ through 8″. These pumps are constructed with AISI 316 stainless steel impellers and frames; this makes them suitable for use in corrosive environments such as waste water treatment plants or industrial chemical applications.

Vickers VH02 pumps, with their wide range of design variations, are ideal for industrial applications.
The Vickers VH02 vane pump is a high performance centrifugal pump designed for use in water systems, sewage treatment plants, sea water systems and similar applications where clean water must be conveyed from one location to another. The pump can be used with liquids containing suspended solids up to 2.0% by weight at temperatures up to +100°C (212°F). The shaft seal is a self-aligning labyrinth type which eliminates the need for an external shaft seal drive mechanism. The bearing arrangement consists of two ball thrust bearings and one radial needle roller bearing mounted outside the impeller housing on either side of the shaft for minimum leakage around the shaft seal.
The main components of the pump include: impeller, volute casing, volute casing cover, volute casing body and stuffing box assembly. These components are available as standard items or in modular form where some components can be replaced without having to replace others.
Pumps are available with a variety of different impellers (see table below) each designed to meet specific operating conditions such as pressure and flow requirements etc…
In general, Vickers VH02 Vane pumps are engine-driven diaphragm pumps. It is commonly used in chemical industry and widely used in the areas of food, oilpower, medical area and so on. In our factory, we have Vickers type vane pump with four models, which are single shaft type, double shaft type, vertical multi-shaft type and large capacity type. Our company has 20 years experience of manufacturing small vane pump and 50 years experience in manufacturing large vane pump. So we know what customers need. If you have any requirement of small/large vane pump and want to know more information about it. Please feel free to contact me on following information.